1. �������
 �μ� ������ ��ǰ�� �ŷڵ��� �μ� ������ ��ǰ�� �ŷڵ���
 �� ���� �����Ͽ���. (1981��) �� ���� �����Ͽ���. (1981��)
�� ��Ʈ : �������ŷڵ� �Լ�  ���ؼ� ���� ���ؼ� ����
2. ����Ȯ������ ���Ͽ� ���� ������ �����϶�(30��). (1981��)
�� ����(���Ժ��� ��� Ȯ���е� �Լ������� ������ ����)
�� ��������� ����
�� �������� ��� ����� ����Ȯ�������� Plot�� ������ ����
�� ��Ʈ : �������ŷڼ�����. ���Ժ����� ���-����Ȯ������ ���� ������ؼ� ����
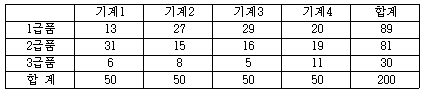
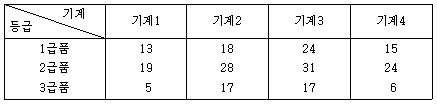
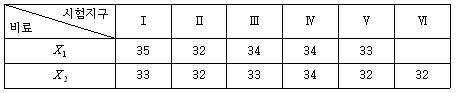
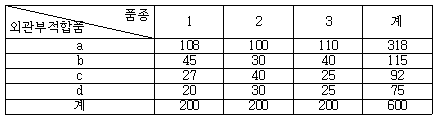
3. ������ ���� ��������, ��
 (��, (��,  �� ��ռ���)�� ���� ��ǰ�� ������ ��Ÿ�� �� ��ռ���)�� ���� ��ǰ�� ������ ��Ÿ��
�µ� ���� ���̰� �ִ�. 335���� ������ ���� T�� ������ �� ��� ������ ���� �ڷᰡ ��
�� ����.

������ ���� ����ð� �ڷ�κ��� ������ ������ ���� T�� ���� ��������� 123.5�ð�
�̾���. �� ���, �� ������ ������ ���������� �����ٴ� ������ ������ �� �ִ°�?
���Ǽ���
 ����� ��) (1982�� 1��) ����� ��) (1982�� 1��)
�� ��Ʈ : �������ŷڼ� ����, ���յ� ������ Bartlett�������ؼ� �� ���� ����
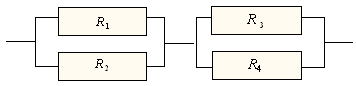
4. Re1iability block diagram�� ������ ���� �־����� �ý����� �ִ�.
��ǰ 1�� 2�� ������ ��Ÿ���� Ȯ�������� ����
 �� �� �� �� �ý����� ���� �� �� �� �� �ý����� ����  �� ��
 �� �ȴ�. �� �ȴ�.
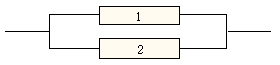
��  �� Ȯ���е��Լ��� ���� �� Ȯ���е��Լ��� ����
 �� �� �� �� �� ��  �� Ȯ���е��Լ��� ���϶�. �� Ȯ���е��Լ��� ���϶�.
��
 �� �� �� ��
 �� Ȯ���е��Լ���? �� Ȯ���е��Լ���?
��,
 �� ��
 �� ���� �����̶�� �����϶�. (1982�� 1��) �� ���� �����̶�� �����϶�. (1982�� 1��)
�� ��Ʈ : ���İ��ո��� ��ü �ŷڼ�  �Ŀ��� �Ŀ���  �� ����. �� ����.
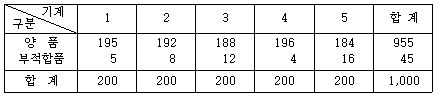
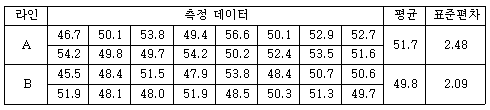
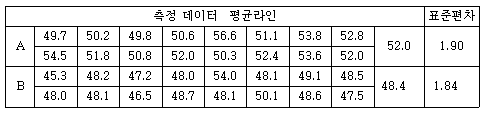
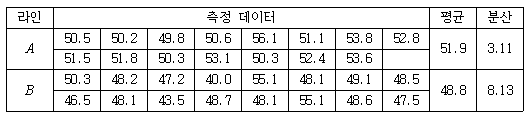
5. A. B �� �� ȸ���� ������ ������ ���̰� �ִ°��� �����ϱ� ���Ͽ� A�� ��ǰ 8��, B�� ��
ǰ 5���� ���÷� ���� ������ �� ��� ������ ���� �ڷḦ �����. A, B �� ȸ���� ��� ��
���ð��� ������ ���� �ŷڱ����� ���϶� (30��). (1982�� 2��)

�� ��Ʈ : �������ŷڼ� ����(��������)���ؼ� ����. ��ռ����ð� ������ ��������
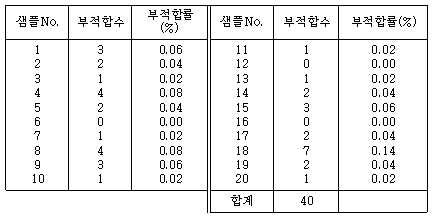
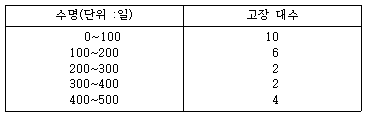
6. ������ ���� ������ �������� ����� �ִ�.

�� ��ռ����� ����϶�. (4��)
�� ��հ������ ����϶�. (4��)
�� ��հ������ �� ������ ��ռ����� ���϶�. �� ������ ��ռ����� ���϶�.
�� ��հ���� 0.05�� ��ǰ 8���� ���ķ� ������ �ý����� ��ռ����� ����϶�.(4��)
�� Debugging�� �����϶�. (4��) (1985��)
�� ��Ʈ : �����������, �ŷڼ� ����, �ý��� �ŷڵ�, �ŷڼ� ���������ؼ� ����
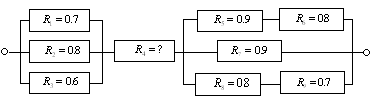
7. ���� �ý����� ��ü �ŷڵ��� ����϶�. ��, ��ġ�� �� ��ǰ�� �ŷڵ��̸� ���� �� ��ǰ��
���� ���������� ����Ѵ�. (20��) (1985��)
�� ��Ʈ : �������ý��� �ŷڵ����ؼ� ����
8. ������ǰ�̳� �ý����� ���� ���� ��ǰ���� �����Ǵ� ��� ��ǰ�� �ŷڼ��� ������ǰ�� ��
�ڼ��� �ſ� �߿��ϴ�. �̷��� ��� �ո������� ��ǰ�� �����ϰ� �����ϱ� ���ؼ� �����ؾ�
�� ������ �����ϰ� �����Ѵ�. (30��) (1987��)
�� ��Ʈ : �������ŷڼ� ������ - ��������� �������ؼ� ����.
9. A, B, C �� ������ ��ǰ���� �����Ǿ� �ִ� �ý����� �ִ�. �� �ý����� �����ϴ� �� ��ǰ
�� ���� �ð��� ������� ���� ǥ�� ����.
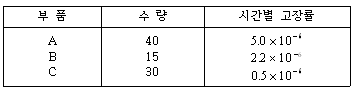
�� �ý����� �����ϴ� ��ǰ�� ��� �� ���� ������ ������ �ý����� ������ ����Ű�� ��
���� �����´�. ��� ��ǰ�� ������ ���������� �Ͽ� ��� �� ��ǰ�� ������ �ٸ� ��ǰ��
������ �� ��ģ�ٴ� ���� �Ʒ� �� �ý����� MTTF(Mean Time To Failure)�� ���϶�.
(20��) (1987��)
�� ��Ʈ : ������������-MTBF���ؼ� ����. ��, ���Ŀ����� ��� 
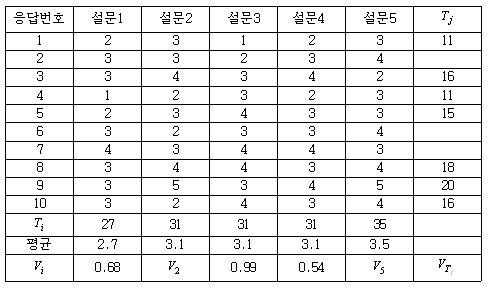
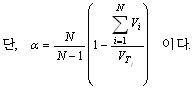
10. ���� �ŷڼ� �� ���Ͽ� �����Ͻÿ�.(20��) (1994�� 1��)
�� �����(bath-tub curve)
�� FMEA
�� ��Ʈ : ��������������ס�FMEA���ؼ� ����
11. ������ ���� 4���� ��ǰ���� ������ �ý����� �ŷڵ��� ( )�̴�. (1994�� 2��)
  
�� ��Ʈ : �������ý����� �ŷڵ����ؼ� ����
12. � ��ǰ�� ������ ��Ʈ������ �����̸�, �ð� t���� ���Ժ����� ������ ������
 �̸�, ��Ʈ������ �̸�, ��Ʈ������
 �̴�. �̴�.
(������ ���
 , ���� t���� �� ��ǰ�� �ŷڵ��� ( )�̴�. , ���� t���� �� ��ǰ�� �ŷڵ��� ( )�̴�.
(������( )�� 5����) (1994�� 2��)
�� ��Ʈ : ��������Ʈ����·���� ���ؼ� ����
13. �ֱ� �ŷڼ��̶�� ������ �ý����̳� ��ǰ�� ���꿡 �־ �ſ� �߿�� �ǰ� �ִ� ����
�� �����Ͻÿ�. (1994�� 2��)
�� ��Ʈ : �������ŷڼ� ����� �ʿ伺 �� �߿伺���ؼ� ����
14. FMEA(Failure Mode & Effect Analysis)�� FTA(Failure Tree Analysis)�� ������ ��
�����ϰ� ������ �ǽ� �Ǵ� ���� ������ �����Ͻÿ�. (30��) (1995�� 1��)
�� ��Ʈ : ������FMEA·FTA���ؼ� ����
15. ǰ�������� �ŷڼ��� ������ ���Ͽ� �����Ͻÿ�. (16��) (1995�� 1��)
�� ��Ʈ : �������ŷڼ��� ���ñ������ ���� �� ǰ�������� �ŷڼ� ���衻�ؼ� ����.
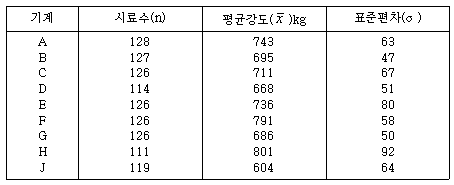
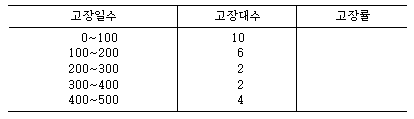
16. �ڵ��Ǹű� 50�뿡 ���Ͽ� 500�� ���� �������� �����Ͽ����� ���� ����� ���Ҵ�.
�� �ڷḦ �̿��Ͽ� �ڵ��Ǹű��� ������ ���� �ŷڵ� �Լ�  �� ����� �Լ� �� ����� �Լ�  �� ��
����ϰ� ������ ������ ����. (30�� ) (1995�� 1��)
�� ��Ʈ : �������ŷڼ��� ô������ ���� �ؼ� ����
17. FMEA(Failure Mode & Effect Analysis)�� FTA(Failure Tree Analysis)�� ���Ͽ� ����
�� �� �����Ͻÿ�. (20��) (1995�� 2��)
�� ��Ʈ : ������FMEA·FTA���ؼ� ����
18. �ŷڼ� ������ ����ǰ���� �ϳ��� �ŷڼ��� �����ϱ� ���� ����μ� �ŷڼ� Ư���� �����
���� ���ȴ�. �� ��������� ���Ͽ� ���϶�. (30��) (1995�� 2��)
�� ��Ʈ : �������ŷڼ� ���衻�ؼ� ����
19. ������� ���� �� �뵵�� ���� ����Ͻÿ�. (30��) (1996�� 1��)
�� ��Ʈ : �������ý����� ������� ��������ؼ� ����
20. � ����ǰ�� ���� MTBF�� ���Ϸ��� �Ѵ�. MTBF�� �������ϱ� ���� ����� ���Ͽ� ��
���ϰ� ����Ͻÿ�. (25��) (1996�� 1��)
�� ��Ʈ : �������ŷڼ� �������ؼ� ����
21. �����ŷڼ��� ���ŷڼ��� �����ϰ� �� �����Ͻÿ�. (20�� ) (1996�� 2��)
�� ��Ʈ : �����������ŷڵ��� ���ŷڵ����ؼ� ����
22. FMEA(�Ǵ� FMECA)�� FTA�� �������� ���Ͻÿ�. (20��) (1997�� 2��)
�� ��Ʈ : ������FMEA·FTA���ؼ� ����
23. ���� �� 2������ �����Ͽ� �����Ͻÿ�. (10��) (1997�� 2��)
�� MTBF �� MTTF �� MTTFF(Mean Time To First Failure)
�� ��Ʈ : �������ŷڼ� �������ס����������ؼ� ����
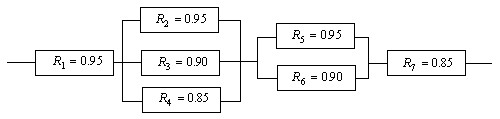
24. ������ ���� 6���� component�� �������� �̷���� �ý����� �ִ�. �� �ý����� �ŷڵ���
90%�� �����Ϸ���
 �ŷڵ���? (30��) (1997�� 2��) �ŷڵ���? (30��) (1997�� 2��)
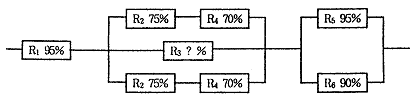
�� ��Ʈ : �������ý����� �ŷڵ����ؼ� �� ���� ����
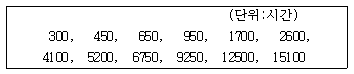
25. ����ð��� ������ ���������� ������ǰ 10�뿡 ���� ��������� �ð� ����ġ�� �Ʒ��� ��
�� �����Ǿ� ����.
(40, 50, 75, 100, 250, 380, 500, 950, 1,100, 1,400�ð�)
��ǰ�� MTBF(�ŷڼ��� 95%)�� �ŷڱ����� ���Ͻÿ�. (30��) (1997�� 2��)
�� ��Ʈ : �������ŷڼ� �������ؼ� �� ���� ����
26. ������ �����(FTA : Fault Tree Analysis)�� ���Ͽ� �� �⺻����� ����Ȯ��

�̶� ����, �㿡 ���� �� ���� Ȯ�� F(A)�� ���ϸ� ���ΰ�? (1998�� 1��)
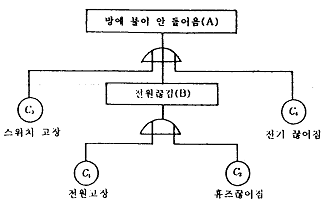
�� ��Ʈ : �������ý����� �ŷڼ����ؼ� �� ���� ����
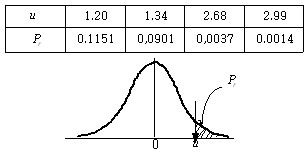
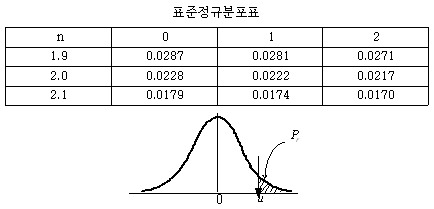
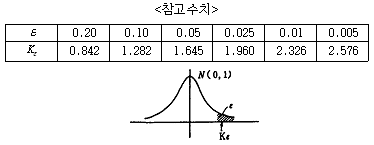
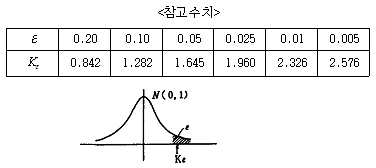
27. ��� �������� ����Ǵ� �������� ������ ��� 200�ð��̶�� �Ѵ�. ����ǰ�� 90% �̻���
������ 150�ð� �̻� �ǵ��� �Ϸ��� �� ������ ǥ�������� �ִ���밪�� �� �Ǿ�� ��
�°�? (1998�� 1��)
(��, �������� ������ ���Ժ����� �ϸ�, �̴�) �̴�)
�� ��Ʈ : �������ŷڼ�����(���Ժ����� ���)���ؼ� �� ���� ����
28. �ŷڼ� ����� ��ǥ���� FMEA�� FTA����� �ִ�. �̵� ����� ������ �����Ͻÿ�.
(20��) (1998�� 1��)
�� ��Ʈ : ������FMEA·FTA���ؼ� ����
29. FMEA(Failure Mode & Effect Analysis)�� ������ �����϶�. (1999�� 1��)
�� ��Ʈ : ������FMEA���ؼ� ����
30. �ŷڼ� ������ ����ÿ� ���ϴ� ���� ���� ȿ�����̴�. ����ܰ迡�� �ŷڼ��� �����ų
�� �ִ� ����� ���� ����Ͻÿ�.(8���� �̻�) (25��). (2000�� 1��)
�� ��Ʈ : �������ŷڼ� ���衻�ؼ� ����
31. ��ǰ�� �������� ���� ���� �� Bath-tub�� ���� ������ ���� �� ��å�� ����Ͻÿ�.
(25��) (2000�� 1��)
�� ��Ʈ : �������ý����� ������� ��������ؼ� ����
32. 24���� Ŀ�� ���DZ� �����ϼ��� ������ ����.
�ŷڵ� �Լ��� ����� �Լ��� ����ϰ� ������ ���ÿ�.(25��) (2000�� 1��)
�� ��Ʈ : �������ŷڵ� �Լ�  , ����� �Լ� , ����� �Լ�  ���ؼ� ���� ���ؼ� ����
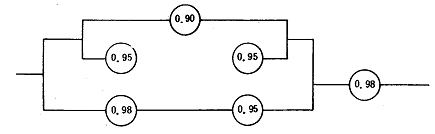
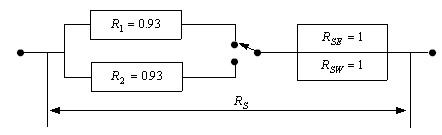
33. A�� B�� ��ǰ���� ����Ǵ� ���Ľý����� �ְ� �̵��� �ŷڵ��� ���� 80%, 95% �̴�.
�� �ý����� ����սǺ���� 250,000���� �� ���Ͽ��� ���ϰ� �ŷڼ��� ���̱� ���Ͽ� ��
�Ŀ�����(�Ʒ� ��)���� ������ ���赵�� ���Ͽ��� ���� �Ƿ��Ͽ���. �� �� �������� ��
�ڼ��� �����Ͽ� ���ϴ� � ����� ä���� ���̸� �� ������ �����ΰ�?
(25��) (2000�� 1��)
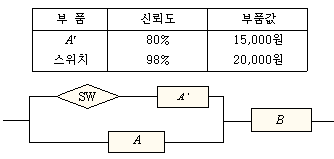
�� ��Ʈ : �������ý����� �ŷڵ����ؼ� ����.
����, ������ ���� ��ü �ŷڵ��� ����� �� �ҿ��� ��ȣ ����� �Ǵ�
34. �ŷڼ� ����� ����ǰ���� �ϳ��� �ŷڼ��� �����ϱ� ���� ����μ� �ŷڼ��� ���� ������
�ȴ�. �ŷڼ� ���������� ���忹�� �������� �ŷڼ� Ư���� �������� �ִ� �� �̸�
�����Ͻÿ�. (25��) (2000�� 1��)
�� ��Ʈ : �������ŷڼ� ���衻�ؼ� ����
35. �������� �ŷڼ� ���������� ������ ����м�(FMEA)����� �ִ�. �� ����� ������ ȿ
���� ����Ͻÿ�.(25��) (2000�� 1��)
�� ��Ʈ : ������FMEA�� ������ ���ǡ��ؼ� ����
36. �����ϸ鼭 ����ϴ� �ý���, ��ǰ, ���, ��ǰ ���� ������ ��������� ���۽ð��� ���ġ
��? (2000�� 2��)
�� ��Ʈ : �������ŷڼ��������ؼ� ����. MTTFF(Mean Time to First Failure)
37. FMEA�� FTA �������� ���Ͽ� �����Ͻÿ�.(20��) (2000�� 2��)
�� ��Ʈ : ������FMEA·FTA���ؼ� ����
38. �����ŷڼ��� ��ǰ�� ������ �����ϰ� ������ �����ϴ� �ŷڼ� ����� ���������� ������
���� ���Ͽ� ����� ������ ã�Ƴ��� �̸� �����ϴ� ǰ������ Ȱ������ ���ȴ�.
��ǰ�� ����ܰ迡�� �����ŷڼ��� ������Ű�� ���Ͽ� �Ϲ������� ���� ����ϴ� �����
5���� �̻� �����Ͻÿ�.(20��) (2000�� 2��)
�� ��Ʈ : �������ŷڼ� ���� �� �����ŷڼ� ����ؼ� ����
39. ������ ������ ��ī����, ���� ����� ���� ������ �ξ� ������ ������ �����ϰ��� �ϴ�
����� ������ (2003�� 1��)
�� ��Ʈ : ������FMEA���ؼ� ����
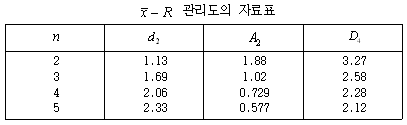
40. ������ � ��ġ�� ��ռ����� 28�ð��̾���. ���踦 ������ �� ���� ��ġ 10�븦 ������
�迡 �ɾ� ����� r=7���� �����ߴ��� ������ �Ͽ� ���� ������ �����.
�� ������ ���̺� Ȯ������ Ÿ���Ͽ� ���� ������ m=1�� ���Դ�.
������ : 3, 9, 12, 20, 28, 43, 50 (�ð�)
�� �� ���踦 ������ �� ���� ��ġ�� MTBF�� �����Ͻÿ�.
�� ������� �����Ͻÿ�.
�� ������ ��ġ�� ���� ���踦 ������ �� ��ġ�� ��ռ����� ����Ǿ��ٰ� �� �� �ִ°�?
( ) (2003�� 1��) ) (2003�� 1��)
�� ��Ʈ : �������ŷڼ����� (���������� ���)���ؼ� �� ���� ����
41. ���� ������ ���Ǵ� ���, ��ǰ, �ý����� �쿭�� ���������� ���ϴµ� �־ ������
�Ͽ콺����ȸ�翡�� �����ýý����̶�� ������� ���ȵǾ� ��ǰ �� ��ǰ�� �������� Ȱ��
�ǰ� �ִ� �����? (2003�� 2��)
�� ��Ʈ : ������������� �������ؼ� ����. RACER��
42. �ŷڼ� ������ �߿��� ���Ӽ��������� ������ �����ϰ�, �������� ����� �����Ͻÿ�
(2003�� 2��)
�� ��Ʈ : �������ŷڼ����� �� ���Ӽ������衻�ؼ� ����
43. �����
 [��/�ð�], ������ [��/�ð�], ������
 [��/�ð�]�� �� �ð��� �̿뵵(Availability) [��/�ð�]�� �� �ð��� �̿뵵(Availability)
�� ���ΰ�. (2004��)
�� ��Ʈ : ���������������ؼ� �� ���� ����
44. �ŷڼ� ����� ����ǰ���� �ϳ��� �ŷڼ��� �����ϱ� ���� ����μ� �ŷڼ� Ư���� �����
���� ���ȴ�. �� ������� �� 5������ ���³��� �����Ͻÿ�. (2004��)
�� ��Ʈ : �������ŷڼ� ���衻�ؼ� ����
45. �ŷڼ� ���ø� �˻��� Ư¡ 4���� �� 3������ �����Ͻÿ�. (2005�� 1ȸ��)
�� ��Ʈ : �������ŷڼ� ���ø��˻硻�ؼ� ����
46. �ŷڼ����� ��������(Redundancy) ������? (2005�� 1ȸ��)
�� ��Ʈ : �������ŷڼ� ���衻�ؼ� ����
47. ��ǰ�� �����ܰ迡 �־ �Ϲ������� ��ǰ�� ���� �ŷڵ��� �����Ű�� ����� 3������
�����Ͻÿ�. (2005�� 1ȸ��)
�� ��Ʈ : �������ŷڼ� ���� �� �����ŷڼ� ����ؼ� ����
48. �ŷڼ� ������ �� ������ ��Ḧ �����Ͽ� ��ǰ������ ����ϴ� ���� ����� �߿��� ��
�̴�. ������ ��Ḧ ������ �� �����ؾ� �� ����� 5������ �����ϰ� ������ �����Ͻÿ�.
(2005�� 1ȸ��)
�� ��Ʈ : �������ŷڼ� ���� �� ������� �������ؼ� ����
49. � ��踦 24�ð� �������� ������ ��� ���峭 ��ǰ( )�� ���峯 ���� ��ǰ( )�� ���峯 ���� ��ǰ( )�� ��ü )�� ��ü
�� ���� ���� ǥ�� ����. �� ����� ��ռ����� �����Ͻÿ�(��, �������� ������ ����ó
��) (2005�� 1ȸ��)
�� ��Ʈ : �������ŷڼ� ����(���������� ���)���ؼ� �� ���� ����
50. �������� �� �����ؼ�(FMEA)������� RPN�̶�? (2005�� 2ȸ��)
�� ��Ʈ : ������FMEA���ؼ� ����
51. �ʱ�����, ��߰����, ���������� ���ΰ� �� ����Ⱓ�� ������� ���ҽ�Ű�� ����
�ʱ�����, ��߰����, ���������� ��ġ�� ���� �����Ͽ� �����Ͻÿ�.
(2005�� 2ȸ��)
�� ��Ʈ : �������ý����� ������� ��������ؼ� ����
52. ������ ���� 9�� ��ǰ���� ������ �ý����� �ִ�. ��ü�ý����� �ŷڵ�  �� 0.868�̰�, �� 0.868�̰�,
�� ��ǰ�� �ŷڵ��� ������ ���� �� ��ǰ4�� �ŷڵ�  �� ���ΰ�? �� ���ΰ�?
(2005�� 2ȸ��)
�� ��Ʈ : �������ý����� �ŷڼ����ؼ� ����
53. ��ǰ�� ����� ������ �����(Bathtub Curve)�� ���� �����Ͻÿ�. (2006�� 1ȸ��)
�� ��Ʈ : �������ý����� ������� ��������ؼ� ����
54. �ý����� ���� �߿��� n �� k(k-out of-n)������ ���(standby) ������ ���� �����Ͻÿ�.
(2006�� 1ȸ��)
�� ��Ʈ : �������ý����� �ŷڵ����ؼ� ����
55. ����, ����, ����, ���ϴܰ����� �ǽõǴ� �ŷڼ� ������ ���� �����Ͻÿ�.
(2006�� 1ȸ��)
�� ��Ʈ : �������ŷڼ������� �������ؼ� ����
56. FMEA�� FTA�� ���� �����Ͻÿ�. ���� ���� FMEA�� �ǹ����� ������ �� ����ϴ�
����� �����ϰ�, ���� Ȱ�� ����� ���� ��ü������ �����Ͻÿ�. (2006�� 1ȸ��)
�� ��Ʈ : ������FMEA·FTA���ؼ� ����
57. ��ǰ�� �ŷڼ��� ���ϴ� �������� 10���� ��ǰ�� 10�ð� ���� �����Ͽ� 3�ð�, 5�ð�, 9
�ð��� �� �ϳ��� ������ ���ϰ� ������ 7�� ��ǰ�� ������ ������ �ʾҴ�.
MTBF�� ���Ͻÿ�. (��ǰ�� ������ ���������� �Ѵٰ� ����) (2006�� 2ȸ��)
�� ��Ʈ : �������ŷڼ� ����(��������)���ؼ� ����
58. ���ߴܰ迡�� DFMEA(Design FMEA)�� �� �ʿ��ϰ� ���� Ȱ��ȭ�� ���ؼ� ��� ����
�ؾ� �ϴ����� �����ϰ� �ڻ� ��ǰ�� �������� �ϳ��� ������忡 ���ؼ� DFMEA��
�ۼ��Ͻÿ�. (2006�� 2ȸ��)
�� ��Ʈ : ������FMEA���� �ǽ����� �ؼ� ����
59. DFMEA(Design Failure Mode & Effect Analysis)���� RPN(Risk Priority Number)��
������(�������)�� �����ϰ� �� ������� ����Ͻÿ�. (2007�� 1ȸ��)
�� ��Ʈ : ������FMEA���ؼ� ����
60. �ŷڼ����� ���强(�����: Redundancy)�� ���Ͽ� �����Ͻÿ�. (2007�� 1ȸ��)
�� ��Ʈ : �������ŷڼ� ���衻�ؼ� ����
61. ��ǰ�� �������� �������� �� ����(Bathtub)��� ���� �����ϰ�, �� ����Ⱓ�� ���� ��
���� ���� �� ��å�� �����Ͻÿ�. (2007�� 1ȸ��)
�� ��Ʈ : �������ý����� ������� ��������ؼ� ����
62. ������ǰ�� �ŷڼ��� ���Ͽ� ���� ������ �����Ͻÿ�.
�� ����� ���� : �ŷڼ�(reliability), ������(maintainability), ������(failure rate), MTBF,
MTTR, MTTF, ��������(redundancy), �δ�氨(derating)
�� ������ �ŷڼ� ������� ���Ͽ� �����Ͻÿ�.
- ȯ�����, ��ũ����(Screening) ����, ��������
�� �ŷڼ� ����� ���� ������� ����� �����ϰ� �̸� �����Ͻÿ�. (2007�� 2ȸ��)
�� ��Ʈ : �� �������ŷڵ� �Լ�, �����, �ŷڼ� ����, ���������ؼ� ����
�� �������ŷڼ� ���衻����, Screening=���ӿ�ȭ, �顺�ŷڼ� ���衻�ؼ� ����
63. �ŷڼ��� �䱸�Ǵ� ��ǰ�� �����ϴ� ��������� �־ �������� �� ����ܰ��� �־��
���������� ���� ��Ȱ� ����� ���Ͽ� �ܰ躰�� �����Ͻÿ�.(2007�� 2ȸ��)
�� ��Ʈ : �������ŷڼ� �������ؼ� ����
64. ��ǰ�� �ŷڼ��� Ȯ���ϱ� ���� RAMS ô���� ���ؼ� �����ϰ� �����Ͻÿ�.
(2008�� 1ȸ��)
�� ��Ʈ : RAMS�� Reliability(�ŷڼ�), Availability(���뼺), Maintainability(����),
Safety(������)�� �ι��ڷμ�, �ŷڼ���� ��å Ȱ�������� ���̰� ����.
65. ��ǰ �ŷڼ��� Ȯ���ϱ� ���ؼ� �������� �м��� �������� �м����� �ִµ� FMEA/FTA��
���ؼ� �����Ͻÿ�. (2008�� 1ȸ��)
�� FMEA������� RPN�� ���ϴ� ����� ��ó����� ���ؼ� �����Ͻÿ�.
�� FTA���� ���� Ȯ�� ���� ��(Boolean)����̷��� ������ ���ؼ� �����Ͻÿ�.
�� ��Ʈ : ������FMEA·FTA���ؼ� ����
66. ��õ���� ������ �������� �ִ� �����ǹ����� �������� ������ ���� ������ ã�Ƽ� ��
������ �ٲٱ�� �ſ� ���ŷӰ� ����� ���� ��� �����ֱ⸶�� �� ������ �ٲٴ� �����
ä���ϴ� ���� �����̴�. �������� ������ ��� 5,000�ð�, ǥ�������� 350�ð��� ���Ժ���
�� �����ٰ� �� ��, ��� �߿� ������ �������� 5% �̸��� �ǵ��� �Ϸ��� ��ü�ֱ��� ��
�ð����� �ؾ� �ϴ��� ����Ͻÿ�.
(��,  ) (2008�� 1ȸ��) ) (2008�� 1ȸ��)
�� ��Ʈ : ������ IFR�� ���Ժ������ؼ� �� ���� ����. ��ü�ֱ�=(����)�����ð�
67. �ŷڼ� �м��� �ϱ� ���ؼ� ���� �� �����ڷᰡ ������Ժ����� �����ϴ��� �˾ƺ��� ����
������ ����� Ȯ������ �̿��ϰ��� �Ѵ�. Ȯ������ Ÿ���� �����ڷᰡ ������Ժ����� ��
�� �ϴ����� � ������� �����ϴ°�? (2008�� 2��)
�� ��Ʈ : ����������Ȯ������ ���� ������ؼ� ����
68. ���������� ���� ���ں�ǰ�� ����� ��=0.01 �� ��, 2���� ������ ��ǰ���� �̷�� �� ��
�ⱸ������ t=20������ �ŷڵ��� ���Ͻÿ�.(�Ҽ��� ���� 4�ڸ����� ���Ͻÿ�.)
(2008�� 2��)
�� ��Ʈ : �������ý����� �ŷڵ����ؼ� ����
69. ��ռ���(MTTF : Mean Time To Failure)�� 1,000�ð��̰�, ����ð��� ���������� ������
��ǰ�� 1,000�ð� ������� �� �ŷڵ�(Reliability)�� ���Ͻÿ�.
(2009� 1ȸ��)
�� ��Ʈ : ������CFR�� �����������ؼ� ����
70. �����ؼ��� ���� FMEA(Failure Mode and Effect Analysis)�� ����ȿ���� RPN(Risk
Priority Number) ��� �� Ȱ���� ���Ͽ� �����Ͻÿ�. (2009� 1ȸ��)
�� ��Ʈ : ������FMEA �ؼ� �� RPN���ؼ� ����
71. �ڵ��� ��ǰ�� ������ �ý����� ���������� 1000 ����Ŭ �����ϴµ� ���尳��(r)=0�̰�,
�ŷڵ�(R)�� 0.90, �ŷڼ���(CL)�� 0.95�� ������ �� ������ô��(n)�� ���Ͻÿ�.
(2009� 2ȸ��)
�� ��Ʈ : �������ŷڼ����� (���������� ���)����尳�� �� ��졻�� �ؼ� �� ���� �� ��졻�� �ؼ� �� ����
����
[����]  ��� ���  �� ����. �� ����.
���尳��
 �� ��� �� ���
 �̰� �̰�
 �� ���迡�� �� ���迡��

�� �Ŀ�  �� �����Ͽ� �� �����Ͽ�  �� ���� �� ����
72. ��ռ���(MTTF : Mean Time To Failure)�� 1,000�ð��̰�, ��������� ����������
������ ��ǰ�� 500�ð� ������� ���� �ŷڵ�(Reliability)�� ���Ͻÿ�. (2010� 1ȸ��)
�� ��Ʈ : �������ŷڵ��Լ�
 ���ؼ� ���� ���ؼ� ����
73. �ý����� ���� �ŷڼ����ϵ��� ���� �����Ǿ��� �� �ý����� �ŷڵ��� ���Ͻÿ�.
(��, �� ��ǰ�� ������ ���� �����̴�.) (2010� 1ȸ��)
�� ��Ʈ : �������ý����� �ŷڵ����ؼ� �� ���� ���� ����
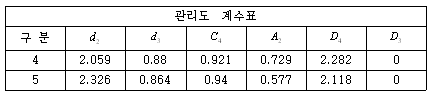
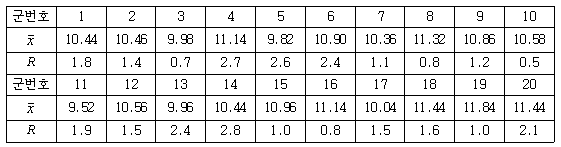
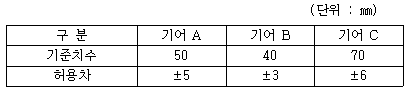
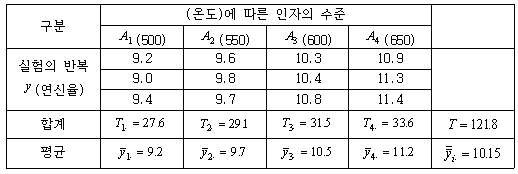
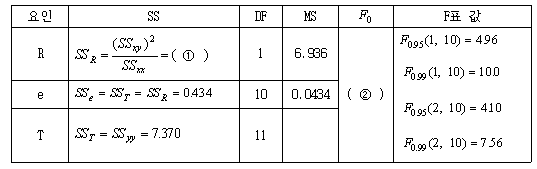
74. ���۱�踦 �����ϴ� ȸ�翡�� ���� ���� ������ �ո������� �����ϱ� ���Ͽ� ���̺�
Ȯ ������ ������( )�� �����Ͽ� �����ϰ� �ִ�. �������� ��ȭ�� ���� ���� )�� �����Ͽ� �����ϰ� �ִ�. �������� ��ȭ�� ���� ����
������� ���Ͽ� ���� �� ������ ���Ͻÿ�. (2010� 1ȸ��)
(1) ������� �ۼ��Ͻÿ�.
(2) ���� ǥ�� ���� ����⸦ ������ ��, ����/��ġ����� �����Ͻÿ�.

�� ��Ʈ : �������ý����� ������� ��������ؼ� ����
75. FMEA(Failure Mode and Effect Analysis)�� FTA(Fault Tree Analysis)�� ���� �����ϰ�,
�� �������� ����Ͻÿ�. (2010� 1ȸ��)
�� ��Ʈ : �����������ؼ�������μ��� FMEA·FTA���ؼ� ����
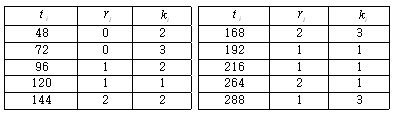
76. ����ð��� ������ ���������� ���ڱ�� 12�뿡 ���� ����ð��� �������� ������ ���Ҵ�.
�� �� ���� MTBF�� �ŷڱ����� �ŷ��� 95%�� ���Ͻÿ�. (2010� 1ȸ��)
(��, 
�̴�.)
�� ��Ʈ : �������ŷڼ����������������� ��� �ؼ� �� ���� ���� ����
77. �ڵ���ǰ�� �����۽ý����� ��������Ͽ��� 10�� ���� ��160��ȸ �۵��ؾ� �Ѵ�. ������
���� ���� ������� r=O�� �� �ŷڵ��� �ŷڼ���(R(t) & CL)�� 0.90 & 0.95�� �����ϸ�
ǥ���������� �����ϴµ� ������ ���ڰ� ���������� �����Ƿ�, ���� �ð��� 320��ȸ��
������Ű��� �ǻ������ �Ǿ��ٸ� ǥ������ ����� ������ ���Ͻÿ�. (2010� 2ȸ��)
(��, ���̺� ������ ������, m( )=2.7�̰� )=2.7�̰�  Ȯ�����/���������� �ǹ��Ѵ�.) Ȯ�����/���������� �ǹ��Ѵ�.)
�� ��Ʈ : ���������Ӽ������� �������� �ؼ�-���̺������� ��졻�ؼ� ���� ����
78. ��õ ���� ������ ������ ���( ) 6,000�ð�, �л�( ) 6,000�ð�, �л�( ) 2,809�ð��� ���Ժ����� ������ ) 2,809�ð��� ���Ժ����� ������
�� �� �� ��� �� ���� ���� �������� 5%������ �ǵ��� �Ϸ��� ��ü�ֱ⸦ �� �ð����� ��
�� �Ǵ��� ������ ���Ͻÿ�. (2010� 2ȸ��)
�� ��Ʈ : ������������� ���º� ���� ����-IFR�� ���Ժ������ؼ� ���� ����

79. �������� �ý����� ���������� ������ ������ ���� ���(����)�ý������� 100�ð� �۵���
�ŷڵ�  �� ��� ��ü�ŷڵ� �� ��� ��ü�ŷڵ�  �� �Ҽ��� 3�ڸ��� ���Ͻÿ�. �� �Ҽ��� 3�ڸ��� ���Ͻÿ�.
(2010� 2ȸ��)
�� ��Ʈ : �������ý����� �ŷڵ����ؼ� �� ���� ���� ����
80. ���� � ��ġ�� ��ռ����� 48�ð��̾���. ���踦 ������ �� ���� ��ġ 10�븦 ��������
�� �ɾ� ����� r=8���� �����ߴ��ϴ� ������ �Ͽ� ������ ������ �����. �� ������
���̺� Ȯ������ Ÿ���Ͽ� ���� ������ m=l�̰�, �������� 0.05�̾���.
���� �� ������ ���Ͻÿ�. (�Ҽ��� 2�ڸ��� �Ͻÿ�.)
������ : 5, 9, 15, 30, 38, 49, 60, 75 (�ð�)
(1) �� ���踦 ������ �� ���� ��ġ�� MTBF�� �����Ͻÿ�.
(2) ������� �����Ͻÿ�.
(3) �� ��ġ�� �ð� t=IO�ð������� �ŷڵ��� ���Ͻÿ�.
(4) ������ ��ġ�� ���� ���踦 ������ �� ��ġ�� ��ռ����� ����Ǿ��ٰ� �� �� �ִ°���
���Ǽ��� 5%�� �����Ͻÿ�. (��,  �̴�.) �̴�.)
(5) ���� ������(Availability)�� �Ҽ��� 2�ڸ��� ���Ͻÿ�. (2010� 2ȸ��)
�� ��Ʈ : �������ŷڼ��������ס��ð��̿뵵( ) �� ��ġ�̿뵵( ) �� ��ġ�̿뵵( )���ؼ� ���� ���� )���ؼ� ���� ����
|